

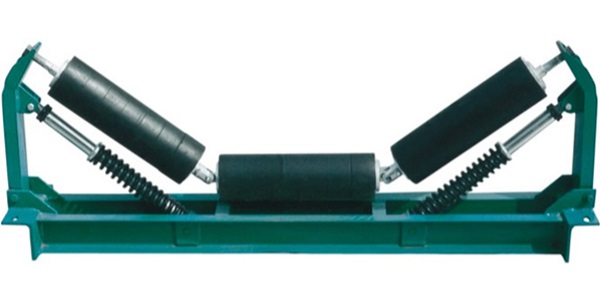
Itugrup rolleradalah komponen inti dari sabuk konveyor, yang bertanggung jawab untuk mendukung sabuk konveyor dan mengurangi resistensi berjalan. Kualitas perakitannya secara langsung mempengaruhi stabilitas, masa pakai, dan kebisingan operasi konveyor. Berikut ini merinci titik-titik utama perakitan grup roller dari empat dimensi: persiapan pra-perakitan, proses perakitan inti, untuk memastikan proses perakitan standar dan efisien.
1. Persiapan pra-perakitan: Letakkan fondasi dan hindari risiko
Sebelum perakitan, tiga tugas inti— "inspeksi material, persiapan alat, dan pembersihan lingkungan" - harus diselesaikan untuk menghindari pengerjaan ulang atau bahaya kualitas yang disebabkan oleh kelalaian awal.
1.1 Penghitungan Bahan dan Inspeksi Kualitas
● Periksa komponen inti dari grup roller satu per satu: rol (termasuk badan roller, rumah bantalan, bantalan, dan segel oli), kurung, poros, pengencang (baut, mur, mesin cuci), dll. Pastikan jumlahnya cocok dengan gambar, tanpa bagian yang hilang atau salah.
● Penyaringan kualitas komponen utama:
◆ Roller Body: Tidak ada benjolan, deformasi, atau karat di permukaan; ketebalan dinding yang seragam (inspeksi spot dengan caliper tersedia); Rumah bantalan di kedua ujungnya dilas dengan kuat (tidak ada pengelasan palsu atau retak).
◆ Bantalan: rotasi fleksibel tanpa macet atau noise abnormal; penutup segel utuh (untuk mencegah debu dan minyak masuk); Model cocok dengan gambar (mis., Bantalan bola alur yang dalam 6204, 6205).
◆ Braket: Bahan memenuhi persyaratan (sebagian besar baja Q235); tidak ada gerinda atau deformasi pada sambungan pengelasan; Posisi akurat lubang pemasangan (diameter lubang cocok dengan baut, dengan kesalahan ≤ 0,5mm).
1.2 Persiapan Alat dan Bahan Bantu
● Alat penting: Kunci pas torsi (penting untuk memastikan torsi pengetatan baut memenuhi standar), kunci pas yang dapat disesuaikan, kunci pas soket segi enam, caliper (untuk mengukur dimensi), pengukur feeler (untuk mengukur celah), palu karet (untuk penekan (E.G.
● Bahan tambahan: Grease (cocok dengan bantalan, seperti minyak berbasis lithium No. 2, digunakan untuk melumasi bantalan), inhibitor karat (disemprotkan pada sambungan pengelasan braket setelah perakitan), kain pembersih (untuk menyeka noda minyak dan debu pada komponen).
1.3 Persyaratan Lingkungan Majelis
● Situs harus datar dan kering, menghindari lingkungan yang lembab (untuk mencegah komponen karat) dan lingkungan yang berdebu (untuk mencegah kotoran memasuki bantalan).
● Letakkan bantalan pelindung (mis., Bantalan karet, papan kayu) untuk mencegah goresan pada bodi rol yang disebabkan oleh kontak langsung dengan tanah.
2. Proses perakitan inti: beroperasi secara berurutan dan memastikan presisi
Perakitangrup rollerharus mengikuti urutan "Pertama rakit unit roller → kemudian rakit braket → akhirnya perbaiki dan verifikasi". Presisi harus dikontrol di setiap langkah untuk menghindari ketidaksejajaran komponen.
Langkah 1: Rakitan Unit Roller (inti inti)
Unit roller adalah "unit eksekusi" dari kelompok roller, terdiri dari bodi roller, bantalan, poros, dan segel oli. Selama perakitan, fokus untuk memastikan "bantalan fleksibel dan penyegelan yang andal".
1.1 Perakitan Bantalan dan Bantalan
Pertama, oleskan sedikit minyak ke dinding bagian dalam rumah bantalan (lapisan tipis yang menutupi dinding bagian dalam sudah cukup; minyak yang berlebihan dapat menyebabkan bantalan memanas).
● Gunakan pers untuk menekan bantalan dengan lancar ke dalam rumah bantalan (titik aplikasi gaya ada di cincin luar bantalan; tekan cincin bagian dalam dilarang). Pastikan tidak ada celah antara bantalan dan perumahan bantalan (inspeksi dengan pengukur feeler tersedia, dengan celah ≤ 0,05mm).
● Pasang segel oli: Sematkan segel oli (sebagian besar segel oli lip ganda) ke dalam alur rumah bantalan. Pastikan segel oli terpasang erat ke cincin luar bantalan tanpa penyimpangan (untuk mencegah kebocoran minyak atau entri debu selama operasi).
1.2 Perakitan bodi poros dan rol
● Lewati poros (dengan permukaan yang halus dan tanpa gerinda) melalui cincin dalam bantalan di salah satu ujung bodi roller, dan dengan lembut mendorongnya ke cincin bagian dalam di ujung yang lain. Pastikan poros sepenuhnya melekat pada cincin dalam bantalan (tanpa kelonggaran).
● Tes rotasi bodi rol: Putar bodi rol dengan tangan; Itu harus berputar secara fleksibel tanpa jamming atau noise abnormal, dan inersia rotasi harus seragam (tidak ada "perasaan gagap"). Jika ada jamming, bongkar dan periksa apakah bantalan dipasang secara terbalik atau jika ada kotoran.
Langkah 2: Perakitan unit dan braket roller
Braket adalah "bingkai dukungan" dari grup roller. Penting untuk memastikan posisi yang akurat dari unit rol pada braket untuk menghindari penyimpangan sabuk konveyor.
2.1 Penentuan posisi unit roller
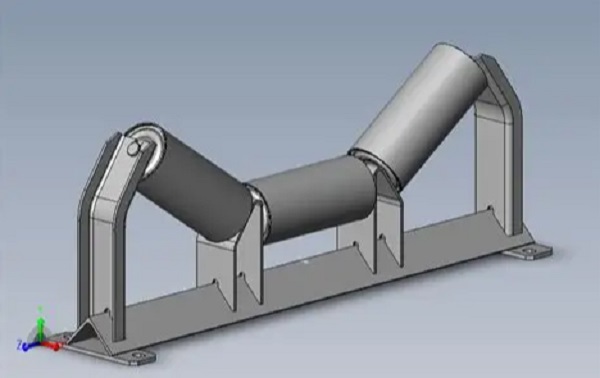
● Menurut persyaratan gambar, tempatkan unit roller yang dirakit (kelompok roller tunggal biasanya berisi 2-5 unit rol; misalnya, "kelompok roller paralel" berisi 3 unit, dan "grup roller palung" berisi 2 rol samping + 1 roller tengah) ke dalam alur pemasangan braket.
● Perhatian khusus harus diberikan pada grup rol palung: sudut antara rol samping dan rol tengah (biasanya 30 °, 35 °, 45 °, sesuai dengan persyaratan gambar) harus diukur dengan penguasa sudut, dengan kesalahan ≤ 1 ° (penyimpangan sudut akan menyebabkan kekuatan yang tidak rata pada sabuk pengangkutan, dengan mudah mengarah ke deviasi).
2.2 Perbaikan Baut
● Lewati baut melalui lubang pemasangan braket dan lubang rumah bantalan dari unit roller, letakkan di mesin cuci (mesin cuci flat + pegas untuk mencegah pelonggaran), dan pertama -tama kencangkan mur dengan tangan.
● Gunakan kunci pas torsi untuk mengencangkan baut sesuai dengan torsi yang ditentukan dalam gambar (mis., Torsi untuk baut M10 biasanya 25-30N · m, dan untuk baut M8 adalah 15-20N · m). Torsi berlebihan (yang dapat menyebabkan kerusakan baut) atau torsi yang tidak mencukupi (yang dapat menyebabkan pelonggaran selama operasi) dilarang.
● Urutan Pengetatan: Kencangkan secara simetris (mis., 4 baut harus dikencangkan dalam "urutan diagonal" untuk menghindari deformasi braket).
Langkah 3: Verifikasi dan penyesuaian secara keseluruhan
Setelah perakitan, lakukan inspeksi keseluruhan untuk memperbaiki penyimpangan tepat waktu:
● Gunakan level untuk mendeteksi permukaan bawah braket: Pastikan braket horisontal (deviasi horizontal ≤ 0,5mm/m). Jika cenderung, sesuaikan gasket (tempatkan gasket di bagian bawah braket; pembengkokan paksa braket dilarang).
● Periksa paralelisme unit roller: rol samping palunggrup rollerHarus didistribusikan secara simetris di kedua sisi roller tengah, dengan kesalahan paralelisme ≤ 0,3mm/m (deteksi dengan metode penarik tali: Tarik garis lurus di kedua ujung rol dan ukur perbedaan jarak antara rol dan garis lurus).
● Putar semua rol lagi: Pastikan semua rol berputar secara fleksibel tanpa "selai individu". Jika ada jamming, bongkar dan periksa rakitan bantalan atau poros.












